La calidad de la madera aserrada depende de las propiedades de la madera redonda, más precisamente, de la presencia de defectos en ellas.

La calidad de la madera aserrada depende de los signos de la madera redonda, es decir, la presencia de defectos en ellos.
La documentación reglamentaria de defectos tiene más de 80, pero el grado de los materiales se determina solo por 10 tipos de fallas (signos).
Por lo tanto, antes de comprender la clasificación de la madera aserrada, es necesario comprender qué signos de madera en rollo afectan este proceso.
Sobre las variedades de madera en rollo y madera
Inicialmente, la madera en rollo, según el tipo de madera, se divide en dos grupos: coníferas y de hoja caduca. El siguiente paso es la división en espesor. Para ambos grupos de madera en espesor hay tres tipos: pequeño, mediano y grande.
Por el tipo de procesamiento, la madera redonda se divide en cuatro grupos. Puede ser:
- Usar en una forma redonda.
- Convertir en pulpa de madera o reciclar a celulosa.
- Convierta en chapa pelando o cepillando.
- Conviértete en madera.
La madera se divide en cuatro grados:

Figura 1. Patrón de corte de los látigos.
- 1 grado se obtiene de la culata del registro, en la que prácticamente no hay nudos;
- 2 grado se obtiene de la parte de la culata y la parte media, con un pequeño número de nudos; 3 y 4 se pueden obtener de cualquier parte del registro;
- la calificación más alta seleccionada se resalta en una categoría separada.
La clasificación en el proceso de clasificación de la madera aserrada está determinada por:
- para una tabla - por su peor lado o borde;
- para una barra o barra - por el peor lado.
De la parte del látigo aserrado que tipo de madera se puede obtener, queda claro en la imagen 1.
Los principales signos de grado son los siguientes:
- nudos;
- coloración y podredumbre de los hongos;
- coloración química;
- trazas dejadas por los insectos;
- agrietamiento y deformación;
- consecuencias de alterar la forma del tronco;
- defectos en la estructura de la madera;
- heridas;
- depósitos de madera natural (normal);
- defectos en el tratamiento y daños durante el envío.
En el proceso de clasificación de la madera, como resultado, cada grado debe cumplir con los requisitos específicos para la ausencia de defectos. Indicamos únicamente los requisitos de nudos y grietas.

Tabla de variedades de madera en bruto y madera de tallo.
Variedad seleccionada. No se permiten defectos, excepto nudos, Los nudos no pueden tener más de 2 por 1 m de longitud. En los bordes de las tablas se permiten partes de un nudo, cuyo tamaño no exceda el 20% de su diámetro.
- 1er grado. No debe haber nudos con un diámetro superior a 10 mm, nudos que pueden caerse en cualquier momento, y depresiones remanentes de los nudos ya caídos. La longitud total de las grietas (no a través) no debe exceder un cuarto de la longitud del material.
- 2 grado. No debe haber nudos y nudos sanos cuyo diámetro exceda de 20 mm. La longitud total de las grietas (no a través) no debe exceder un tercio de la longitud del material.
- 3 grado. Se permiten casi todos los defectos.
- 4 grado. Los vicios no se determinan para un producto específico, sino para 1 m 3 de material.
Automatización del proceso de aserrado
Antes de considerar el proceso de clasificación, es aconsejable establecer su lugar en la cadena del sistema de control automatizado (ACS) del procesamiento de la madera en la empresa, es decir, el movimiento del registro de entrada. Empresa a productos terminados. Así es como se ve esta secuencia.

El esquema de corte del tronco del árbol.
- El material entrante (registros) se registra. Esto se puede hacer manualmente o mediante una línea de aceptación automática.
- Recorte y aserrado, por ejemplo, en tablas.
- tablas de clasificación en bruto utilizando una línea local.
- Envío de tablas a máquinas especiales, que forman una pila, que va más allá al taller de secado.
- Secado de las tablas y su movimiento en pilas dentro de la tienda de secado.
- Envío de tablas a la línea de clasificación en seco.
A continuación, los paquetes se forman de acuerdo con los resultados de clasificación.
Resulta que la distribución de la madera por grado comienza después de cortar un tronco, es decir, a partir de la misma madera redonda, puede obtener un material de diferente calidad que realiza la línea de clasificación en seco. En la cadena de procesamiento, la línea de clasificación se encuentra después del secado.
Un lugar de este tipo del subsistema de clasificación de madera local en la cadena de proceso del ACS permite detectar nudos que se caen después del secado e identifican claramente otros defectos.
Automatizando el proceso de clasificación de la madera
En el proceso de hacer una tabla, la clasificación se realiza dos veces: antes y después del secado.
Cuando se prepara para el secado, se realiza el corte parcial de las tablas para eliminar los defectos en sus extremos.Los tableros están ordenados por madera y tamaños de sección transversal. Después del secado, se clasifican por calidad y en la última etapa se dividen por longitud.
La división por tamaño de las secciones transversales es necesaria para la formación de bolsas de secado uniformes, que seleccionan el modo apropiado y la duración del secado. El grosor y el ancho se miden en cualquier parte del tablero, pero a menos de 150 mm de sus extremos. Para tableros de baja calidad, los paquetes se pueden formar solo de acuerdo con su grosor.

Esquema de secado de madera.
En esta etapa, el operador de línea, después de haber recibido datos sobre las dimensiones, envía el producto a la unidad adecuada, en la que se crea un número predeterminado de ellos, después de lo cual se abre la unidad y el material se envía al taller de secado. En la tienda forman bolsas de secado.
La división de la madera por calidad puede ser realizada por el controlador cuando las tablas están ubicadas en las mesas de ingletes en el taller de corte. Sin embargo, en las tablas más de 7-8 tableros por minuto, el controlador no podrá ordenar.
La división principal se realiza en transportadores de transporte. El control se lleva a cabo por varios trabajadores-supervisores. Están dispuestos en serie a lo largo del transportador y cambian manualmente la dirección de movimiento de las tablas al accionamiento correspondiente.
Este método no solo es automático, sino que no puede llamarse automatizado.
Es posible hablar sobre la automatización del proceso si la placa gira la placa para que el operador tenga la oportunidad de inspeccionar la placa desde todos los lados y, una vez que haya decidido qué grado incluir, lo envíe a la unidad correspondiente. Para hacer esto, hay puertas en el transportador, que él controla.
El operador puede, a su discreción, cambiar el grado de la junta. A veces sucede que, teniendo en cuenta la longitud total de la tabla, corresponde a la 3ª clase. Pero hay una sección de longitud suficiente en la que el número de defectos cumple con los requisitos de una clase superior.
Está claro que este método de división por variedades es ineficaz y solo es adecuado para industrias con un pequeño volumen de productos. Para los grandes aserraderos, es económico crear líneas automáticas.
¿No encontró la respuesta en el artículo? Más información sobre el tema:
-
Mauerlat: ¿cómo calcular sus dimensiones?
Mauerlat: dimensiones de construcción. ¿En qué casos no es necesario calcular el tamaño del mauerlat? Especificidad de funcionamiento de la placa de potencia. Dos tipos de flejes principales del cinturón superior de las paredes.
Buscar
Artículos relacionados
Historia del baño ruso - Baño ruso
Los baños en Rusia se construyeron desde tiempos inmemoriales. Se sabe que cuando el cronista Néstor comenzó su trabajo, estas estructuras ya eran muy populares. Muchos europeos intentaron adoptar l...
Definición del concepto, indicadores para diferentes razas.
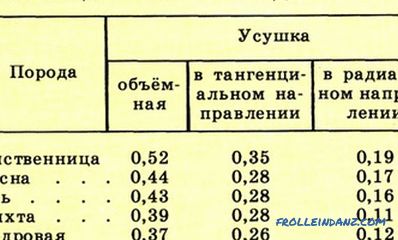
La construcción de casi cualquier objeto de madera está asociada con una gran cantidad de problemas. Después de todo, la madera es un material natural y muy plástico, que exige condiciones externas...
Instalación de zócalo de madera hazlo tú mismo

El plinto es el elemento final del revestimiento del piso. Con su ayuda se ocultan todas las irregularidades y defectos en la unión del piso y la pared. Además, debajo de la placa base, puede ocult...
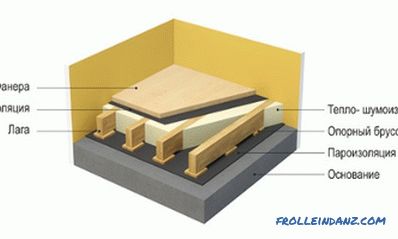
Construyendo una casa a partir de una viga perfilada: construcción

Para aquellos que desean construir una pequeña casa de madera en un piso, la opción más popular es la madera perfilada. Las casas de madera perfiladas son muy populares debido a sus costos re...
¿Cómo poner cajas y sábanas?
No hay ninguna persona que no haya tenido que enfrentar la renovación de la casa. El problema particularmente grave de la reconstrucción de los locales se encuentra en los edificios antiguos, donde...